

2018-01-23
300t/d石灰回轉窯烘窯操作
一、烘窯操作前需要提供的原料、燃料及能源
(1)原料:石灰石,CaO含量>50%;石灰石粒度20-50mm;
(2)燃料:煤粉;
(3)水:0.4t/t石灰;
(4)電:40kw/ t石灰;
(5)氮氣、壓縮空氣;
(6)烘爐用木柴70立方;廢機油200kg;柴油100L;棉紗100kg;石灰5t
二、烘窯操作前需要提供的器具以及崗位人員
(1)器具:手持0-300℃紅外溫度測量儀1臺;1t手拉葫蘆2個;2t手拉葫蘆2個;3t手拉葫蘆2個; 5t手拉葫蘆1個;25t螺旋千斤頂2個;32t螺旋千斤頂2個;50t螺旋千斤頂1個;300t油壓千斤頂1個;氧氣瓶15只;乙炔瓶5只;不同長度的鋼纖、撬棍若干;鉗工以及電工維修工具若干。
(2)崗位人員準備:
|
序號 |
崗位名稱 |
定員 |
|
1 |
原料貯運篩分水洗系統 |
|
|
2 |
回轉窯煅燒系統及煤粉制備工段 |
|
|
3 |
成品篩分貯運系統 |
|
|
4 |
公輔設施 |
|
|
4.1 |
操作工 |
|
|
4.2 |
配變電所及電工 |
|
|
4.3 |
化驗工 |
|
|
4.4 |
維修人員 |
|
|
5 |
管理人員 |
|
|
6 |
工程技術人員 |
|
|
|
合計 |
|
三、烘窯前準備工作
(1)器具準備:手持0~300℃紅外溫度測量儀l臺;點火用料:廢機油200kg,木柴70m立方。柴油100L;棉紗l00kg。
(2)燃燒系統煤粉燒嘴對接完成。
(3)燃燒系統各閥門組件檢查合格.轉動靈活。
(4)燃燒系統的閥門能實現操作且準確無誤,流量及儀表顯示正常。
(5)回轉窯砌筑后負荷試車完成。窯頭、窯尾與窯頭罩,輸送裝置試車過程無異常現象。
(6)窯頭冷卻風機試車完成。
(7)預熱器推頭試車完成,進退靈活.無卡推頭的現象。
(8)窯尾除塵以及窯尾風機試車正常。
(9)一、二次風機安裝完畢,工藝管道安裝完畢,電動閥門運行正常。
(10)循環水冷卻系統安裝完畢,各用水部位通水正常。
(11)所有冷卻、煅燒、除塵儀表開孔完畢,儀表就位。
(12)烘窯所需儀表調試合格,顯示正常.如窯頭、窯尾溫度、窯尾除塵進口溫度等。
(13)煤粉系統運行穩定。
(14)烘窯前必須將預熱器、回轉窯、冷卻器內的施工雜物清理干凈。特別是設備連接部位的物料,以防雜物刮卡。
(15)冷卻器下部裝填石灰到風帽500mm以上以保護風帽和電振。
四、設備調試空運轉時間要求
(1)液壓站10MPa壓力運行2h
(2)回轉窯空轉24h
(3)窯頭冷卻風機試運轉2h
(4)冷卻器振動給料機運行1h
(5)羅茨風機(一次風機、送煤風機)lh
(6)煤粉離心通風機2h
(7)煤粉計量輸送系統4h
(8)振動給料機1h
(10)煤磨機8h
(11)窯尾風機24h
(12)窯尾除塵24h
(13)水循環24h
05class
點火操作要領
(1)點火前檢查煤粉總管與助燃風總管是否關閉。
(2)打開窯尾風機風門。
(3)在噴煤管前1m處堆放適量的木柴,木柴上澆廢機油,火把點燃。
(4)煤粉噴吹時,燒成帶必須保持一定溫度,在爐膛溫度高于800℃時,噴吹煤粉,必須保持有明火。
(5)噴煤粉時,窯頭附近嚴禁站人,防止煤粉爆燃傷人。
(6)點火前回轉窯內必須要有足夠量的明火,以確保點火安全。
06class
烘窯操作要領
(1)所有澆注料以及耐火磚砌筑完畢后自然養生48h左右。上述條件具備后,根據工藝條件采用烘窯溫度曲線進行烘窯。
(2)烘窯溫度曲線有幾個保溫過程:一是重力水或是游離水的蒸發,要控制在100—150℃完成;二是結晶水的脫除,要控制在350℃完成;三是碳酸鹽的分解,一般控制在650℃完成:四是結晶相的轉變,控制在820℃左右完成。以上各階段必須有足夠的恒溫時間。原則是結構越復雜,要求升溫速度越慢,各階段恒溫時間越長。
(3)開啟窯尾風機,檢查各部儀表顯示情況。
(4)檢查清理完畢施工物料后,關閉預熱器各捅料孔及各觀察門。
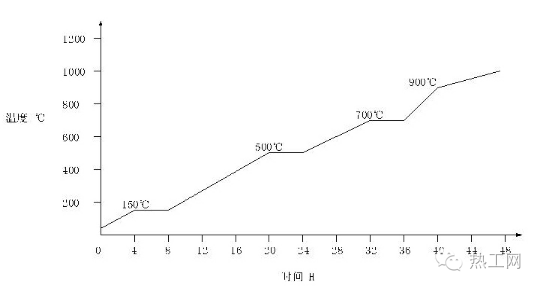 烘窯溫度曲線
烘窯溫度曲線
(5)堆木柴在回轉窯窯尾3m處。灑少量廢機油和柴油點燃,從窯尾到窯頭分四段烘窯,到窯頭點燃木材時,根據升溫曲線烘窯。
(6)在確認木柴窯內燃燒正常的情況,并且爐膛溫度大于800℃時,逐步噴吹煤粉,并觀察直到正常為止。
(7)點火烘窯前開啟主風機的風門。
(8)當窯尾溫度達到200℃時,開始斷續轉窯,每隔2h轉1/3轉。
(9)當回轉窯窯尾烘窯溫度達到350℃時.開啟除塵前的冷風閥進行配冷風.確保除塵入口溫度小于200℃。
(10)當回轉窯窯尾烘窯溫度達到450℃時,開始向預熱器料倉供料,料倉內石灰石上料位按照正常料位進行控制,達到料位后自動停止供料。
(11)當窯尾溫度達到500℃時,開始間斷轉動回轉窯,每隔1h轉1/3轉。
(12)當窯尾溫度達到600℃時,液壓推桿開始間歇供料。開始采用物料烘窯,目的是兼顧冷卻器部分的烘窯質量。
(13)當窯尾溫度達到700℃時,開始連續轉窯,轉速0.33r/min。
(14)當窯尾溫度達到800%時,開始以推桿間隔時間90s投料,開啟除塵,此時烘窯結束,按正常操作方法投入生產。
(15)開始烘窯后,每間隔1h測定記錄一次烘窯溫度,并在預先擬定的烘窯曲線上打點記錄。
07class
注意事項
(1)在烘窯前要保證有足夠的煙煤煤粉供應量,并能保證質量穩定、流量連續,以確保回轉窯系統熱量分布合理、穩定。
(2)在烘窯過程中密切注意系統各處儀表的流量、溫度、壓力、顯示情況;回轉窯筒體各段表面溫度;回轉窯各組托輪接觸面情況;回轉窯電機電流,筒體上下竄動情況;窯頭、窯尾的密封情況等。
(3)操作人員要控制好升溫速度,500℃以前升溫速度控制在20℃/h以內,500℃以后升溫速度控制在50℃/h以內為好;并按照時間要求填寫烘窯記錄表,在記事欄填寫當班烘窯的詳細情況。
(4)在烘窯時,要保持烘窯曲線溫度,嚴禁隨意提高或降低烘窯溫度。烘窯過程中應仔細觀察耐火材料的排水情況。異常時。可經技術人員共同討論對烘窯曲線做適當的調整。
(5)在窯頭雙色溫度達到800℃時,開始噴煤。所有人員必須離開各觀察孔、人孔、窯頭、窯尾,防止氣流及回火造成安全事故。
(6)在烘窯期間,管理人員以及崗位人員在設備巡視檢查時,發現有異常情況,應及時和操作人員聯系;在出現緊急情況時,及時撤離并通知相關人員。
(7)烘窯過程中崗位人員要對設備各部軸承溫度做重點檢查。烘窯完畢投入生產之前,再對系統設備的潤滑情況進行全面檢查。對潤滑部位變質的潤滑油及時補充更新。
(8)在烘窯過程中,最大限度減少因設備原因導致的停窯,保證烘窯的連續性,以免對耐火材料造成損傷。
(9)烘窯期間現場施工人員必須佩載好安全防護用品.
08class
回轉窯正常操作原料燃料及控制參數如下:
(1)燃料消耗:煤粉3.75t/h。
(2)豎式預熱器:頂部溫度950~1000℃,出口廢氣溫度<270℃,推桿間隔時間25s。
(3)回轉窯:窯頭壓力-10Pa;窯尾壓力-20—100Pa;窯頭溫度600℃;窯尾溫度850℃;雙色溫度1200℃;回轉窯電機轉速800r/min。
(4)冷卻器:出料溫度<100℃。
(5)其它:除塵器入口溫度<245℃,窯尾風機偶合器開度30%。
(6)根據原燃料情況以及白灰質量在熱負荷試車過程中可對以上數據進行適當調整。
主站蜘蛛池模板:
亚洲午夜精品久久久久久武腾凌香无码视频|
亚洲精品美女久久久久十年换她一夜|
色噜噜在线视频葡京|
就去色综合网第一页|
国产精品久久久午夜夜伦鲁鲁|
一级做a爰片久久毛片1女多男视频
|
zljzljzlj水多日本|
亚洲精品熟女国产人妻|
精品国产一区二区三区在线观看免费的|
888米奇影视四色影视四色影视四色影视四色
|
久久99热只有频精品是正规还是仿
|
18禁裸体动漫美女无遮挡网站动漫|
无码中文字幕日韩专区,亚
|
亚洲伊人久久精品人体|
久久精品免费观看国产三级|
91精品国产综合久久久久久丝袜|
日日狠狠久久偷偷色综合45蜜桃
|
jiuse国产在线长腿|
色偷精品视频|
99re这里只有精品6地址|
日韩精品无码一区二区50路|
freehd麻豆hd|
免费精品一区二区三区第35二区发现|
99久久综合精品国产首员无码男同|
天堂8在线天堂资源在线,美丽姑娘在线观看完整版中文
|
夜爽8888视频在线观看|
精品一区二区久久平台|
亚洲香蕉美女中文网av|
国精品无码一区二区三区左线,精品无码久久久久久国
|
亚洲黄色在线网站网站视频
|
caoporm在线视频地址|
欧美性猛片XXXXX免费中国|
91精品国产色综合久久不卡九色|
免费无码又爽视频在线观看
|
中文字幕乱码人妻无码久久久久出轨
|
亚洲亚洲人成综合网络21|
国产v片在线观看免费播放_第01集|
桃花阁成人网在线观看视频|
97久久精品无码一区二区毛片一本道|
麻豆精品久久精品色综合|综合亚洲|
影音先锋5566中文源资源|